


Article
Related Links
Article: Modern Plastics Worldwide
The supplier of Pressurex® film has developed another way for plastics processors to use its novel pressure-indicating film. We featured the film some months ago in this article on its potential use as a low-cost and rapid means to determine whether injection molds’ parting lines are properly mated. Now the company reveals the material also is suitable for ensuring that the horn and anvil of an ultrasonic welding system are properly aligned.
Using Pressurex® for Setup in Ultrasonic Welding
Ultrasonic welding makes use of high-frequency ultrasonic acoustic vibrations to create solid-state welds. An ultrasonic welder employs vibration, force, and time to form a weld by pressing the parts to be joined together and scrubbing them against one another to break up and disperse any surface oxides and contaminants. The resulting clean surfaces are held together by atomic attraction across material surfaces. Its proponents in the plastics processing world say the process works faster than conventional adhesives or solvents and results in clean, precise joints that need no post-joining work.
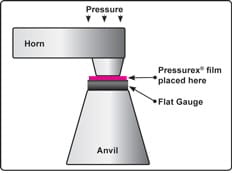
To perform a weld, the materials are placed on an anvil and the horn is pressed onto them. Then the horn begins to vibrate at either 20,000 or 40,000 Hz for approximately 250 msec to form the weld. The more uniform pressure exerted by the horn across the entire weld area, the better the weld. Proper setup of the welding unit requires the horn and the anvil to be properly aligned and the horn tip adjusted to evenly distribute pressure.
Sensor Products , which supplies Pressurex® film, says this alignment can be improved and accelerated through repeated tests with its film. When placed between the horn and the anvil, the film, which is 4-8 mils thick and flexible, instantaneously and permanently changes color directly proportional to the actual pressure applied.
The magnitude of the pressure (in PSI or kg/cm²) on the film can be determined by comparing color variation results to a color correlation chart. A user sees where there are pressure variations across the weld zone; these variations are generally caused by lack of alignment between the horn and anvil or by dirt or residue on the horn. These conditions then can be fixed before welding begins. The setup is correct when the pressure density on the film is uniform in color.