


Article
Related Links
Article: Canadian Industrial Machinery
Measuring tactile pressure magnitude and distribution may sound straightforward, but in a stamping operation you have to see it to believe.
Significant effort goes into the design and balancing of the components in a stamping tool, and verifiable data can be obtained only in a press, ideally near completion of the die build phase.
Pressurex® is a thin, flexible, Mylar®-based sensor film from manufacturer Sensor Products that instantly captures and permanently records pressure distribution and magnitude between any two mating or contacting surfaces. By pinpointing important pressure points that affect tool balancing and key pressure areas that lead to die wear, the film can be used to reduce long-term production maintenance costs.
Mirco Graenert, of Mirco Graenert Consulting Inc., of Newmarket, Ont., and Shawn Eeles, general manager of Five Star Tooling, an Ontario-based progressive-die manufacturer, put this new technology through a 400-ton progressive-die trial to analyze its capabilities. According to Graenert and Eeles, the testing proved that this method can reveal pressures accurately in die forming and piercing operations.
The test setup that was used to obtain accurate pressure readings from within the die was a medium-sized tool that stamps parts from a coil of 0.080-in.-thick steel. The die, which is about 5 ft. long, creates an arched structural car component. The part runs progressively—the material strip is fed through the die in equal spacings (progression distance) between each 400-ton press stroke. At strategic locations within this process, the sensor film is applied between mating cutting and forming components as well as bumper blocks, revealing local pressures that can be modified to optimize the balancing of the die.
"Stamping tool designers, toolmakers, and engineers know that it is vital to balance the overall processes of metal cuts and strikes which are required to shape a part progressively in a die," said Graenert. "Accurately balancing by obtaining pressure readings from the various operations results in higher-quality dies and lower future die maintenance costs."
Build and Balance
The initial die build and balancing are crucial for positive long-term effects. The restrike station, particularly on thick or formed materials, often exerts a concentrated force near the exit side of the die. Unbalanced pressures can cause the die to "kick," causing premature fatigue, excess wear, and subsequent cracking or breakage of die components.
Optimal balance throughout the die is achieved by paying close attention to pressure readings from the film and making adjustments in the gutting station area, usually by varying the stripper pressures when balancing infeed to output die ends.
In their testing, Graenert and Eeles used this film to analyze the pressure on and around the cutting edges of a progressive-die assembly (shown in Figure 1). Compressive forces act on the microcapsules of the sensor film just before cutting through the strip and film. This pressure causes the sensor film’s microcapsules to burst, producing an instantaneous and permanent, high-resolution "topographical" image of pressure variation across the contact area.
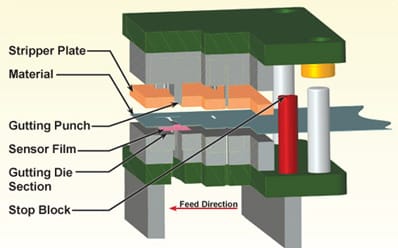
Figure 1 – Pressurex® is placed in the progressive die between
the material strip and the lower gutting section
to determine punch and stripper pressures.
The film is similar in thickness to ordinary paper, changes color directly proportional to the amount of pressure applied, and accurately reveals whether pressures are evenly distributed (see Figure 2). Precise pressure distribution is determined by comparing the exposed sensor film to a color calibration reference chart.
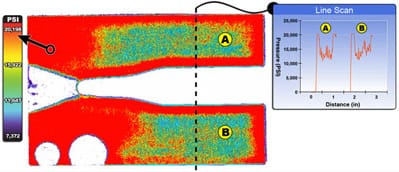
Figure 2 – A cut-through of the sensor film reveals stipping and gutting punch
forces. The line scan represents cross-sectional forces.
Pressure distribution can be further analyzed using the manufacturer’s in-house imaging service or by leasing or purchasing the Topaq® Tactile Force Analysis System.
During the test, the film showed the areas that were doing most of the work in the die station and provided valuable pressure data. Details of their analysis follow.
•As shown in Figure 3, the film allowed Graenert and Eeles to observe the precise pressure distribution and actual pressure values in the die and take action to correct imbalances or excessive pressures before the completion of the build. The cutting edges in the gutting operation compared to the restrike forms showed similar pressures and were adjusted.
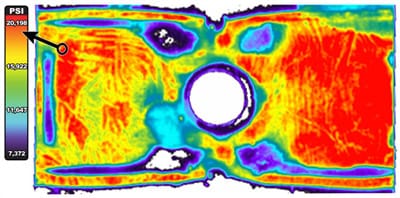
Figure 3 – Film shows tactile analysis of the curved restrike operation.
•Graenert and Eeles also analyzed the dies’ outer four bumper blocks (shown in Figure 4), the principal indicators of die parallelism. The film revealed detailed data about differences in pressures across the small sections of bumper block, unlike traditional lead check distance-only measurements.
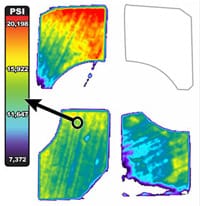
Figure 4 – Three of the four bumper blocks had pressures between
7,000 and 20,000 PSI. The fourth bumper block did not have any
contact. A shut height correction was made.
"The test proved that bumper blocks, areas near cutting edges, gradual forms, trim cutting edges, and restrike stations can all be thoroughly analyzed, giving vital information that enables better die balancing. Even many heavier [greater than 0.080 in.] automotive and other stamping and value-added assembly applications are measurable," said Graenert. "For some dies, these pressure values, particularly combined with die knowledge, reveal what is ‘unseen’ and allow dies and other mechanical systems to be fine-tuned. This reduces their life cycle maintenance cost and improves part quality and consistency. There are virtually no limits to what this film can reveal in metal stamping."
The film reveals surface pressure from 2 to 43,200 PS1 and is available in eight pressure ranges. It measures tactile pressure magnitude and distribution in such applications as clamping, bolted joints, composites, presses, gaskets, fuel cells, molds, brakes, valves, and heat seals.