

The benefits of using Tactilus Sensors – Heat Sealing and Ultrasonic welding applications
The heat sealing process can be broken down into two fundamental types: 1) basic heat sealing, using heat and pressure and 2) ultrasonic welding, also known as heat staking. Each process comes with its own complications and challenges. In most cases, issues such as platen (also called a plate or bar) warping, platen pitting, insufficient platen pressure, platen planarity uniformity and plate misalignment can ultimately lead to inconsistent temperature and bonding issues, requiring maintenance and engineering support and could even cause line down situations if undetected.

Basic Heat Sealing, performed using heat and pressure for a set amount of time (dwell time), bonds two thermoplastic materials together to form a seal through direct contact with a heated plate or sealing bar. In some applications, an adhesive or substrate is used, activated by the heat and pressure from the sealing plates to form the required bond.
Ultrasonic Welding, (sometimes referred to as heat staking) uses ultrasonic acoustic vibrations to create a bond, typically in plastics, by melting the materials together. The process is an efficient manufacturing alternative to glues or other fasteners such as screws or nails and can be automated during production.
By utilizing tactile pressure sensors such as Fujifilm Prescale, problems from quality control to maintenance issues can be diagnosed using accurate, real time data. Prior to any run, engineers and technicians can ensure that platens are properly aligned and applying the needed pressure and the machinery is free of defects.

Diagnosing Problems in Real-Time with Tactilus Sensors
Adjustments in Pressure – Utilizing a Tactilus pressure sensors system can be most useful when adjustments in how pressure is being distributed or actual load force are necessary. For heat sealing applications, pressure is applied between the weld horn and the anvil. With Tactilus, technicians can monitor adjustments as they are being made in real-time to assure a proper force is being applied between the weld horn and the anvil (lower part). If the force being applied by the two work pieces is insufficient, a successful bond will not be possible and the heat generated will not be enough to melt the material (e.g. plastics) to form a weld. To be able to create a successful bond, the exact right amount of force needs to be applied to the substrate.
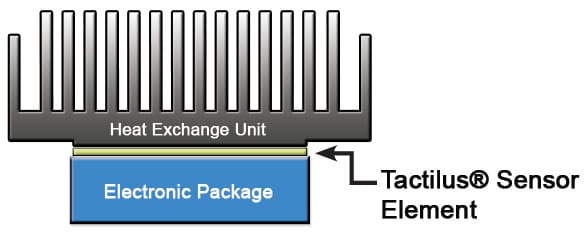
Side profile of the sensor element between a heat sink & heat source
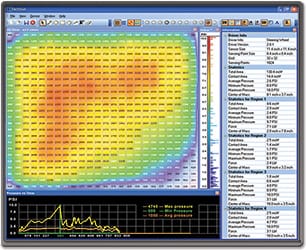
Characterization of pressure distribution and magnitude across a heat sink